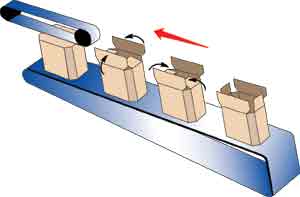

La productivité d'une ligne de conditionnement est directement liée à la qualité de formation des enrobages, des découpes autour d'un mandrin et de la synchronisation des mouvements par des cames garantissant la fiabilité des formeuses
1 - Dépilage des découpes à plat à partir du magasin
2 - transfert de la découpe sous le mandrin
3 -Encollage de la découpe pendant le transfert
4 -Mise en volume de la caisse autour du mandrin
5 - Pressage de la patte de jonction et des 4 rabats de fond
6 - Ejection de l'emballage formé

Les fermeuses Otor Systems s'intègrent parfaitement dans les lignes de conditionnement pour tous types de caisses à rabats : elles peuvent fermer aussi bien les caisses Américaines que les caisses Otor les plus innovantes telles que Otor 4 et Otor 8.

1 - Arrivée des caisses remplies ouvertes sur un tapis cadenceur
2 -Cadencement des caisses sur le tapis d'entraînement principal
3 -transfert par le tapis principal entranant le fond et les deux ctés de la caisse
4 -Pliage des petits rabats
5 -Prépliage simultané par rampe des rabats longs
6 -Encollage par hot-melt des rabats courts
7 -Pression de la caisse encollée
8 -Ejection de la caisse fermée (la caisse est accompagnée jusqu'à sa sortie de la machine).